







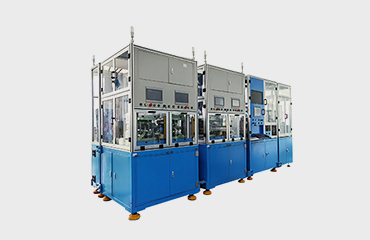







积极主动化拆迁产线
洗涤机滚筒设备滚动轴承油封主动地压装线
 领会更多信息
领会更多信息
领会更多信息

Part 1 有机物杭州特色








01.
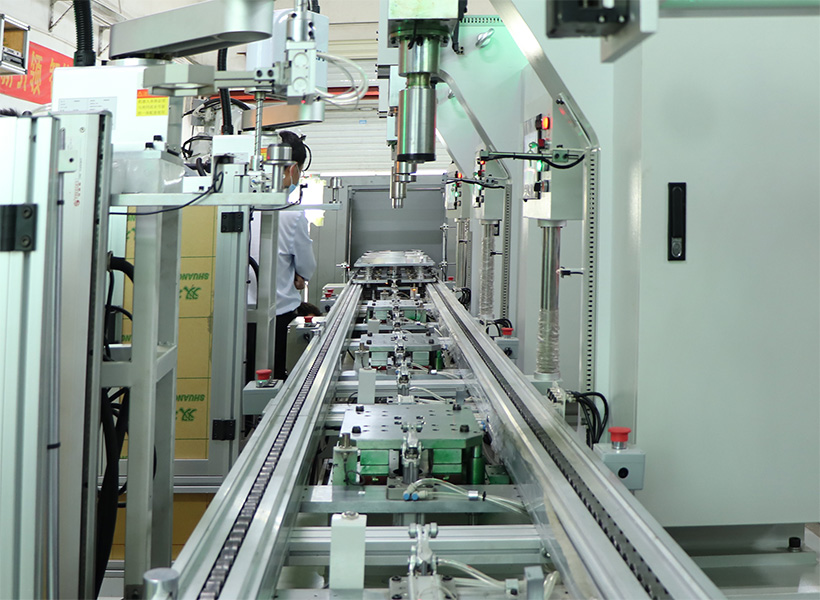
确定,涓滴不差
悦纳自己高密封位移调节器器查重,机械设备制造式急停开关
反复定位精准度高,可达+0.01mm

02.
用户界面操作,为所欲为
摸网上屏出现
人道化体系设想,压力,地位,速率能够肆意调理

03.
让信赖速度快,生产加工的周期俭节20%那时候
进行高融洽位移感测器器测量,自动化液压式限位开关
单个产物压抑任务轮回4~5秒
Part 2 有机物布局合理
洗衣机滚筒轴承油封主动压装线产物组成清单
-
□ 轴承压装机
-
□ 油封压装机
-
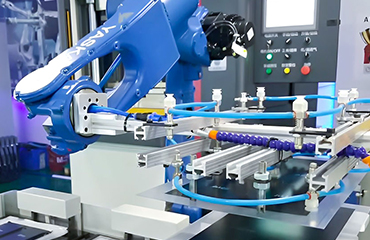
□ 四轴机械手
-
□ 机械人
-
□ 气缸/夹爪
-
□ 轴承上料台
-
□ 油封上料台
-
□ 模组
-
□ 压力传感器
-
□ 起落托板组件
-
□ 工装板组件
-
□ 倍速链
-
□ CCD检测
-
□ 二次定位台
-
□ 工装检测机
-
□ 扭转注脂机

Part 3 结果特殊性
1、产线只要野生按时加料,对差别滚筒需改换上压头及定位托板,最大化的下降了客户野生本钱。
2、差别的产物定位须要差别的滚筒托板共同粗定位销来定位产物,定位按照现实产物做出相婚配的定位托板。
3、客户确保差别产物上料的中间地位(轴承座中间)都在一个地位。
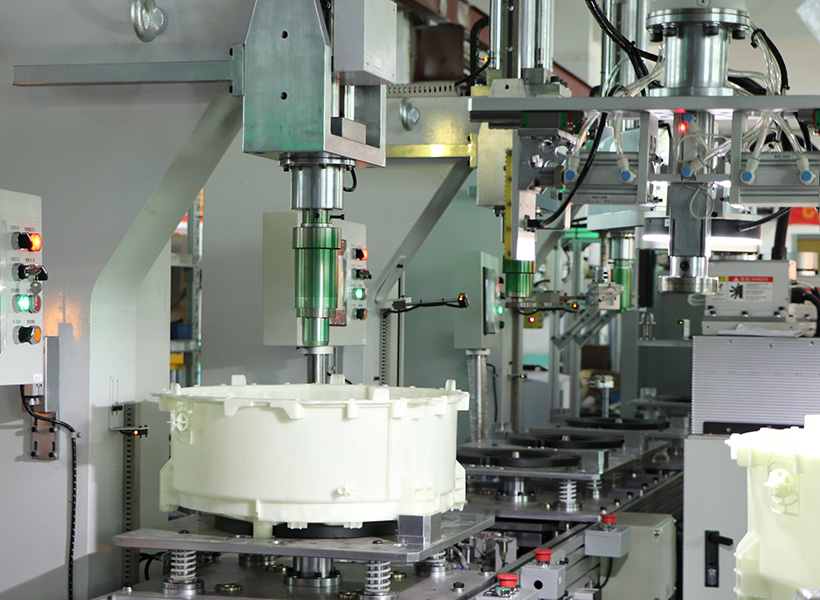
4、工装板组件活动到必然地位,反对气缸回升工装板部件不动,起落托板气缸顶起销钉定位好工装板组件,主缸下压到必然地位后定位轴起落气缸将小轴承顶起导入到轴承座边沿(轴承座有倒角),以后主缸将小轴承压入到设定的地位。
5、工装板组件活动到必然地位,反对气缸回升工装板部件不动,起落托板气缸顶起销钉定位好工装板组件,当小轴承定位轴滑入小轴承儿女表定位实现,主缸下压(小轴承外圈受力)入到设定的地位撤退退却回。
6、野生将轴承或油封每组先摆放好,模组向上挪动将轴承挪动到取料地位,夹爪将轴承或油封取至指定地位,一组定位轴上的轴承或油封不后朋分器转至下工位,轴承和油封上料一样。
2、差别的产物定位须要差别的滚筒托板共同粗定位销来定位产物,定位按照现实产物做出相婚配的定位托板。
3、客户确保差别产物上料的中间地位(轴承座中间)都在一个地位。
4、工装板组件活动到必然地位,反对气缸回升工装板部件不动,起落托板气缸顶起销钉定位好工装板组件,主缸下压到必然地位后定位轴起落气缸将小轴承顶起导入到轴承座边沿(轴承座有倒角),以后主缸将小轴承压入到设定的地位。
5、工装板组件活动到必然地位,反对气缸回升工装板部件不动,起落托板气缸顶起销钉定位好工装板组件,当小轴承定位轴滑入小轴承儿女表定位实现,主缸下压(小轴承外圈受力)入到设定的地位撤退退却回。
6、野生将轴承或油封每组先摆放好,模组向上挪动将轴承挪动到取料地位,夹爪将轴承或油封取至指定地位,一组定位轴上的轴承或油封不后朋分器转至下工位,轴承和油封上料一样。
更多主动权化拆卸的产线供选





此刻预定请求,
设备及产线进级计划
设备及产线进级计划
 企业公家号
企业公家号
深圳市鑫台铭智能设备股分无限公司
电 话:400-6626-500
电 话:0755-28365643
邮 箱:xtm@sz-taiming.com
地 址:深圳市龙岗区坪地镇六联社区
鹅公岭西路6-12号
电 话:400-6626-500
电 话:0755-28365643
邮 箱:xtm@sz-taiming.com
地 址:深圳市龙岗区坪地镇六联社区
鹅公岭西路6-12号
友谊链接: | 智能压装机
| | |
|
备案号:
版权一切©2016-2022 深圳市鑫台铭智能设备股分无限公司
手艺撑持:
